実践電気工事 木造住宅における配線作業の流れについて紹介しています。

ベンダーを使った曲げ加工の基本
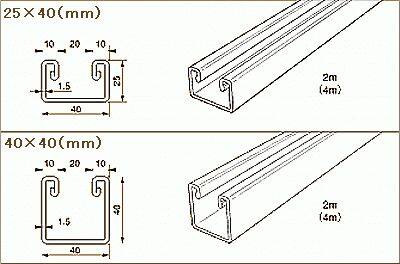
電気工事で使う金属管の種類やサイズなどを紹介しましたが、どのようなものがあるのか覚えてもらえたらと思います。
それぞれの電線管で使用場所などが異なるので、使用する現場の状況や施行要領などの指示に従って、適切な電線管を選択して、適切に作業を行うようにしてください。
また、入線時の注意事項として、電線管に収めることのできるケーブル本数などに注意するなど、内線規定に従った工事が重要だということを理解して適切な作業を心掛けるようにしてください。
無理やり、規定本数以上のケーブルを電線管に入線することは、電気工事関連法令に抵触するおそれがある上、電気事故の際には、その責任が重く問われることになり場合によっては、賠償責任を問われることも考えられるので、十分注意して施行してください。
なんだか難しく書きましたが、規格を守って電気工事を行えば問題ないので、深刻に考える必要もありませんけどね。
こちらの項目では金属管の曲げ加工の方法などを紹介したいと思うので、現場作業に活用してください。
電気工事士として、現場作業を行っているのなら、すでに、『ハイヒッキー』や『ロールベンダー』などを使った金属管の曲げ加工を行っていると思います。
現場作業で用いるベンダーとしては、一般的に、『ハイヒッキー』を使用する電気工事士さんが多いと思います。
しかし、ハイヒッキーを使用するには、それなりの手順があり手順を間違うと、電線管が潰れたり曲げ加工が歪んでしまったりして他の部材や配管と接続できないことになってしまいます。
細い配管なら、強引にでも何とか接続できるかもしれませんが、それでは配管系統に無理な力が加わったり、最終的な仕上がりが、おかしくなってしまい、
結局、手直しすることになってしまいます。
そんなことにならないように、しっかり手順を踏まえて電線管の曲げ加工を行うようにしてください。
それでは最初に電線管の曲げ加工を行うための寸法出し作業の手順を紹介しましょう。
この電線管の曲げ加工における寸法出しは、
ハイヒッキーを用いた曲げ加工をするときに行うものです。
このハイヒッキーは、電気工事士ならお馴染みのものです。
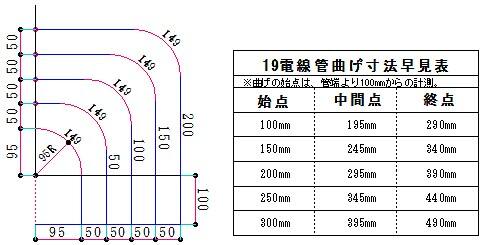
それでは、このハイヒッキーを使った、90°曲げ加工の寸法出しを行ってみましょう。
これで90°曲げ加工の寸法出しは、終わりです。
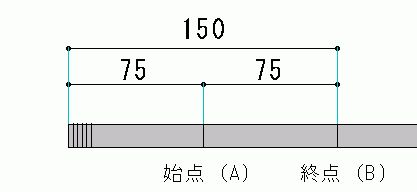
詳しくは、下の図を参照してください。
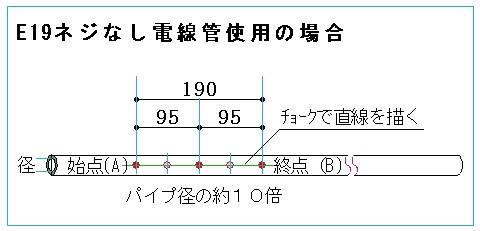

この図で解るように、90°曲げ加工の場合、
始点(A)と終点(B)の寸法は、
電線管の外径寸法の約10倍と覚えてください。
今回の解説図では、E19のネジなし電線管でしたが、

E25なら、外径25.4mmの約10倍、約250mmとなります。
電線管のサイズについては、『金属管を使った配管工事について』をご覧ください。
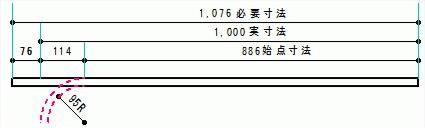
これで、電線管の90°曲げ加工の寸法出しが終わりましたので、
その寸法に沿って、実際に曲げ加工を行ってみましょう。

曲げ始める始点(A)に
ベンダーのS点を合わせる。

 |
左手でベンダーを持ち、右手で電線管を持つ。 一度に曲げる角度は、約18°程度とする。
|
 |
少しずつ曲げ加工を行い、 一度曲げて次の点に移動する際の |
 |
同じ作業を繰返し、 |
ハイヒッキーを使った、ネジなし電線管の90°曲げ加工を行いましたが、曲げ加工でも最初に行う寸法出しが最も重要な作業となります。
寸法出しの時点で間違ってしまうと仕上がり寸法が変ってしまい、接続部材や他の配管との接続ができなくなってしまいます。
今回使用したネジなし電線管なら、長ければ切って調整することもできますが、C管やG管のようにネジ付電線管の場合、接続部分を切断することができないので、最初の寸法だしを間違うと大変なことになってしまいます。
ここで紹介している電線管曲げ加工用のベンダーは、E管やC管などの薄鋼電線管用です。
薄鋼電線管でもサイズが大きくなればハイヒッキーでの曲げ加工を行うことができません。
また、G管(厚鋼電線管)は、パイプ自体の肉厚が厚いため手作業での曲げ加工は、困難なので、下の写真のような油圧ベンダーを使用して曲げ加工を行います。
かなり高価な工具ですが、G管(厚鋼電線管)を用いた配管作業を行うのであれば、必要な工具なので仕事内容に合わせて、購入を検討してください。
今回は、ハイヒッキーを使った90°曲げ加工を行いましたが、次回は、ロールベンダーを使った曲げ加工を紹介します。
電気工事に使う工具をお探しなら下記サイトをご覧ください。