実践電気工事 木造住宅における配線作業の流れについて紹介します。
新人電気工事士さんにとって木造住宅の配線作業は、基本を学ぶのに最適な教材だと思うので、真剣に取り組んでください。

スポンサーリンク
サイト内に一部広告が含まれています。
電気工事の中でもベテランと新人の技術差が如実に現れるのが金属電線管のハイヒッキーを使った曲げ加工です。
その差は、曲げ加工を行う墨出しでほぼ決まるので、正確な墨出しを覚えて、実際の曲げ加工を行う手順を徹底解説します。
電気工事で扱う金属電線管には、E・C・G三種類の電線管があり、
それぞれで扱う工具も違うのですが、この記事では主に薄鋼電線管E・C管の曲げ加工についてご紹介します。
大きく、一定のアール加工には、電気工事士の間で
「一発ベンダー」と呼ばれるアールベンダーを用いることが多いですが、
配管位置を変更するときや障害物を回避するときに行う通称「S字曲げ」と呼ばれる加工等では、ハイヒッキー(ベンダー)を使います。
「S字曲げ」で使うことが多いですが、この記事では90°曲げ加工の手順をご紹介しますので、まずは基本としてご覧ください。
電気工事士として現場作業を行っているのなら、『ハイヒッキー』や『一発ベンダー』を使った金属管の曲げ加工を行っていると思います。
現場作業で用いるベンダーとしては、一般的に、『ハイヒッキー』を使用する電気工事士さんが多いと思いますが、
ハイヒッキーを使うには、それなりの手順があり手順を間違うと、電線管が潰れたり曲げ加工が歪んでしまったりして他の部材や配管と接続できないことになってしまいます。
細い電線管なら、強引にでも何とか接続できるかもしれませんが、それでは配管系統に無理な力が加わり、
最終的な仕上がりが、おかしくなって結局手直しすることになってしまうので、そんなことにならないように、しっかり手順を踏まえて電線管の曲げ加工を行うようにしてください。
電線管の曲げ加工における寸法出しは、ハイヒッキーを用いた曲げ加工をするときに行うものです。
このハイヒッキーは、電気工事士ならお馴染みのものです。
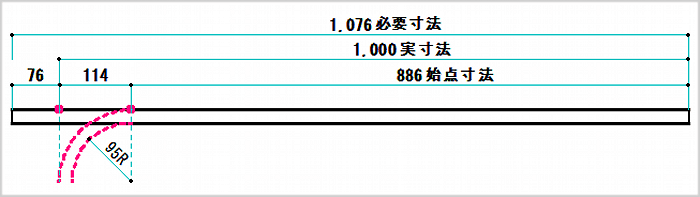
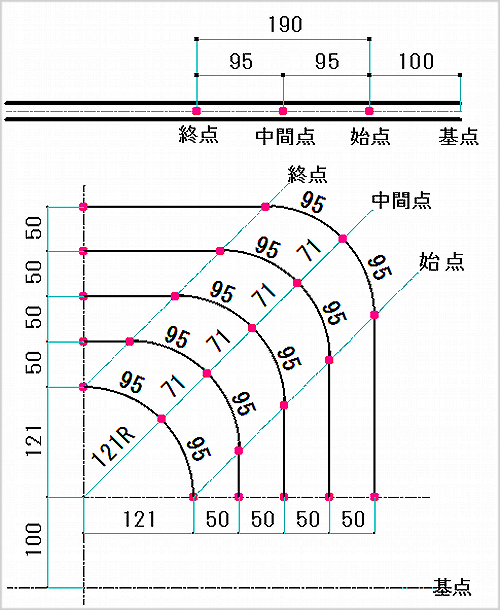
ハイヒッキーを使う90°曲げ加工の寸法出しの手順です。
これで90°曲げ加工の寸法出しは、終わりです。
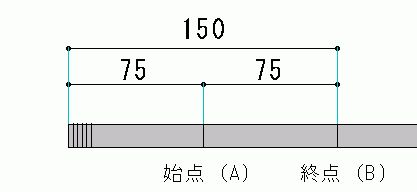
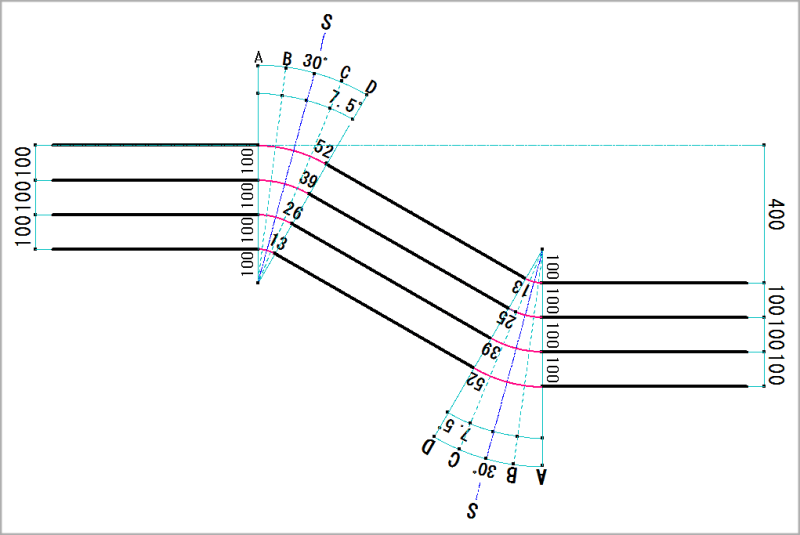
詳しくは、この図を参照してください。
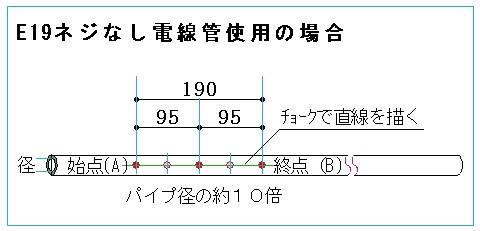

この図のように90°曲げ加工の場合、始点 (A) と終点 (B) の寸法は、
電線管の外径寸法の約10倍と覚えてください。
ここが寸法出しの最重要点です。
この解説図では、E19のネジなし電線管でしたので、約190mmでしたが、
E25なら外径25.4mmの約10倍、約250mmとなります。
| E19 | 約190mm |
|---|---|
| E25 | 約250mm |
電線管のサイズについては、『金属管を使った配管工事について』をご覧ください。
電線管の90°曲げ加工の寸法出しが終わりましたので、寸法に沿って実際に曲げ加工を行ってみましょう。
① 曲げ始める始点(A)にベンダーのS(始点A)点を合わせる。
②  |
|
左手でベンダーを持ち、右手で電線管を持つ。 一度に曲げる角度は、約18°程度とする。 |
③  |
|
少しずつ曲げ加工を行い、中間点に達するときに約45°程度となるようにする。 一度曲げて次の点に移動する際の送り込み寸法は、約28mm程度とする。 |
④  |
| 同じ作業を繰返し、終点 (B) で90°として完成。 |
ハイヒッキーを使った、ネジなし電線管の90°曲げ加工ですが、最初に行う寸法出しが最も重要な作業となります。
寸法出しの時点で間違ってしまうと仕上がり寸法が変って、接続部材や他の配管との取り合いが悪くなってしまいます。
極端な過不足で無く軽微なものなら、曲げすぎた場合は、柄の部分を電線管に入れ、軽く戻します。
逆に曲げ不足の場合は、曲げ加工部分を数か所に分けて少しずつ曲げを加えて調整します。
軽微なものなら、この方法で対処することができます。
がしかし、基本的には終点に達する時には、完璧な曲げになっているのが理想です。
この記事ではネジなし電線管(E管)を使用しましたので、長ければ切って調整することもできますが、
C管やG管のようにネジ付電線管の場合、接続部分を切断することができないので、最初の寸法だしを間違うとせっかくの材料が無駄になってしまいます。
一連の流れは
電線管の太さが変わってもこの流れは、変わりません。
記事内で紹介しているハイヒッキーは、E・Cの薄鋼電線管用です。
薄鋼電線管でもサイズが大きくなればハイヒッキーでの曲げ加工を行うことができません。
また、厚鋼電線管(G管)は、パイプの肉厚が厚いため手作業での曲げ加工は困難なので、写真のような油圧ベンダーを使用して曲げ加工を行います。
かなり高価な工具ですが、厚鋼電線管(G管)を用いた配管作業を行うのであれば、必要な工具なので仕事内容に合わせて購入を検討してください。
冒頭で少し触れた「S字曲げ加工」に関する記事はこちらでご覧いただけます。![]() 金属管のS字曲げ加工方法
金属管のS字曲げ加工方法
余談ですが、電気工事士の中にはハイヒッキーを「ゲンコツ」という方もおられます。
次へ進む ![]() 一発ベンダーを使った金属管の曲げ加工方法
一発ベンダーを使った金属管の曲げ加工方法
こちらで電気工事に使う工具をご紹介していまので、お探しのものがございましたらご覧ください。
スポンサーリンク